




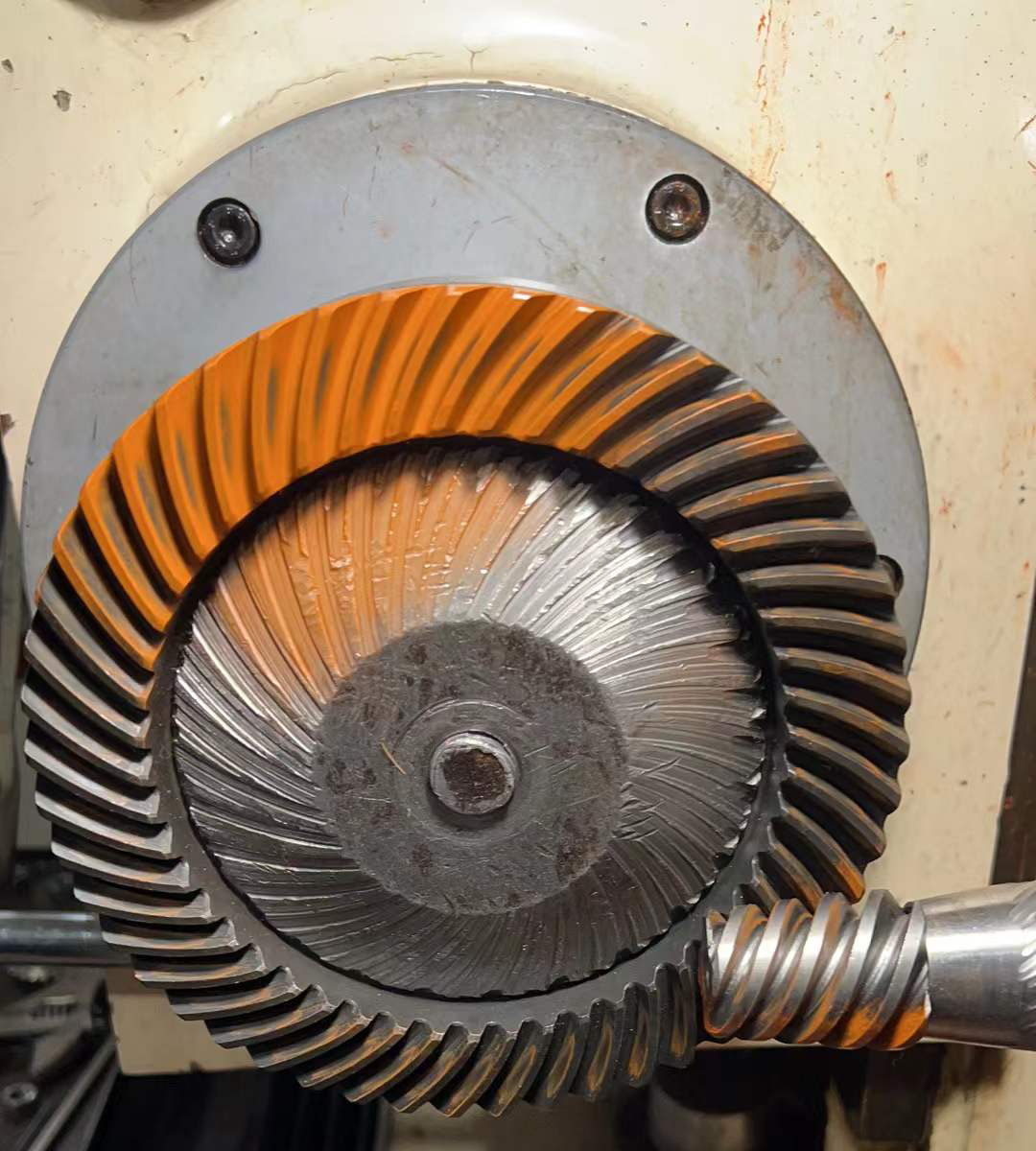
Тиштүү дөңгөлөктөрдүн көптөгөн түрлөрү бар, анын ичинде түз цилиндрдик тиштүү дөңгөлөктөр, спираль сымал цилиндрдик тиштүү дөңгөлөктөр, конус тиштүү дөңгөлөктөр жана бүгүн биз тааныштырып жаткан гипоиддик тиштүү дөңгөлөктөр.
1) Гипоиддик тиштүү дөңгөлөктөрдүн мүнөздөмөлөрү
Биринчиден, гипоиддик тиштүү дөңгөлөктүн валынын бурчу 90°, ал эми моменттин багытын 90°ка өзгөртүүгө болот. Бул ошондой эле автомобиль, учак же шамал энергетикасы тармагында көп талап кылынган бурчту өзгөртүү. Ошол эле учурда, моментти көбөйтүү жана ылдамдыкты азайтуу функциясын текшерүү үчүн ар кандай өлчөмдөгү жана ар кандай сандагы тиштүү дөңгөлөктөр торчо менен бириктирилет, бул көбүнчө "моменттин көбөйүшү жана азайышы" деп аталат. Эгер сиз унаа айдаган досуңуз болсо, айрыкча айдоону үйрөнүп жатканда механикалык берүүчү унаа айдап жүргөндө, дөңсөөгө чыгып баратканда, инструктор сизге төмөнкү берүүдө иштөөгө уруксат берет, чындыгында, ал салыштырмалуу чоң ылдамдыктагы тиштүү дөңгөлөктөрдү тандоо болуп саналат, ал төмөнкү ылдамдыкта камсыз кылынат. Көбүрөөк момент, ошентип, унаага көбүрөөк күч берет.
Гипоиддик тиштүү дөңгөлөктөрдүн өзгөчөлүктөрү кандай?
Трансмиссиянын момент бурчунун өзгөрүшү
Жогоруда айтылгандай, моменттин кубаттуулугунун бурчтук өзгөрүшүн ишке ашырууга болот.
Чоң жүктөргө туруштук бере алат
Шамал энергиясы тармагында автомобиль өнөр жайы, ал жеңил унааларбы, жол тандабастарбы же пикаптар, жүк ташуучу унаалар, автобустар сыяктуу коммерциялык унааларбы, көбүрөөк кубаттуулукту камсыз кылуу үчүн ушул түрүн колдонушат.
Туруктуураак берүү, аз ызы-чуу
Анын тиштеринин сол жана оң капталдарынын басым бурчтары туруксуз болушу мүмкүн, ал эми тиштүү дөңгөлөктүн торчосунун жылма багыты тиштин туурасы жана тиштин профилинин багыты боюнча болот, ал эми дизайн жана технология аркылуу тиштүү дөңгөлөктүн торчосунун жакшыраак абалын алууга болот, ошондуктан бүтүндөй трансмиссия жүктөм астында болот. Кийинкиси NVH иштөөсүндө дагы эле эң сонун.
Жөнгө салынуучу аралык
Оффсеттик аралыктын дизайны ар кандай болгондуктан, аны мейкиндиктин ар кандай дизайнынын талаптарына жооп берүү үчүн колдонсо болот. Мисалы, унаага келсек, ал унаанын жерден тазалануу талаптарына жооп берип, унаанын өткөрүү жөндөмүн жакшырта алат.
2) Гипоиддик тиштүү дөңгөлөктөрдү иштетүүнүн эки ыкмасы
Квази-эки тараптуу тиштүү дөңгөлөк Gleason Work 1925 тарабынан киргизилген жана көп жылдар бою иштелип чыккан. Учурда кайра иштетүүгө боло турган көптөгөн ата мекендик жабдуулар бар, бирок салыштырмалуу жогорку тактыктагы жана жогорку класстагы кайра иштетүү негизинен чет элдик Gleason жана Oerlikon жабдуулары менен жасалат. Бүткөрүү жагынан алганда, эки негизги тиштүү майдалоо процесси жана майдалоо процесси бар, бирок тиштүү дөңгөлөктү кесүү процессине коюлган талаптар ар башка. Тиштүү дөңгөлөктү майдалоо процесси үчүн тиштүү кесүү процессинде беттик фрезерлөөнү колдонуу сунушталат, ал эми майдалоо процессинде беттик роббингди колдонуу сунушталат.
Беттик фрезерлөө түрү менен иштетилген тиштүү дөңгөлөктөр конус сымал тиштер, ал эми беттик тоголоктоо түрү менен иштетилген тиштүү дөңгөлөктөр бирдей бийиктиктеги тиштер, башкача айтканда, чоң жана кичине учтарындагы тиштердин бийиктиги бирдей.
Кадимки иштетүү процесси болжол менен алдын ала ысытуудан, жылуулук менен иштетүүдөн кийин жана андан кийин бүтүрүүдөн турат. Беттик плитанын түрү үчүн аны ысыткандан кийин майдалап, дал келтирүү керек. Жалпысынан алганда, кийинчерээк чогултулганда жуп тиштүү дөңгөлөктөрдүн бири-бирине дал келиши керек. Бирок, теория боюнча, тиштүү майдалоо технологиясы бар тиштүү дөңгөлөктөрдү дал келтирбестен колдонсо болот. Бирок, иш жүзүндө, чогултуу каталарынын жана системанын деформациясынын таасирин эске алуу менен, дал келтирүү режими дагы эле колдонулат.
3) Үч гипоиддик дөңгөлөктү долбоорлоо жана иштеп чыгуу, айрыкча иштөө шарттарында же тиштүү дөңгөлөктүн бекемдигин, ызы-чуусун, өткөрүү натыйжалуулугун, салмагын жана өлчөмүн талап кылган жогорку талаптарга жооп берген жогорку класстагы продукцияларда татаалыраак. Ошондуктан, долбоорлоо этабында, адатта, итерация аркылуу тең салмактуулукту табуу үчүн бир нече факторлорду бириктирүү зарыл. Иштеп чыгуу процессинде, ошондой эле, өлчөмдүү чынжырдын топтолушуна, системанын деформациясына жана башка факторлорго байланыштуу чыныгы шарттарда идеалдуу иштөө деңгээлине жетүүгө болорун камсыз кылуу үчүн, тиштин изин чогултуунун жол берилген вариация диапазонунда тууралоо зарыл.
Жарыяланган убактысы: 2022-жылдын 12-майы